
发货:3天内
发送询价
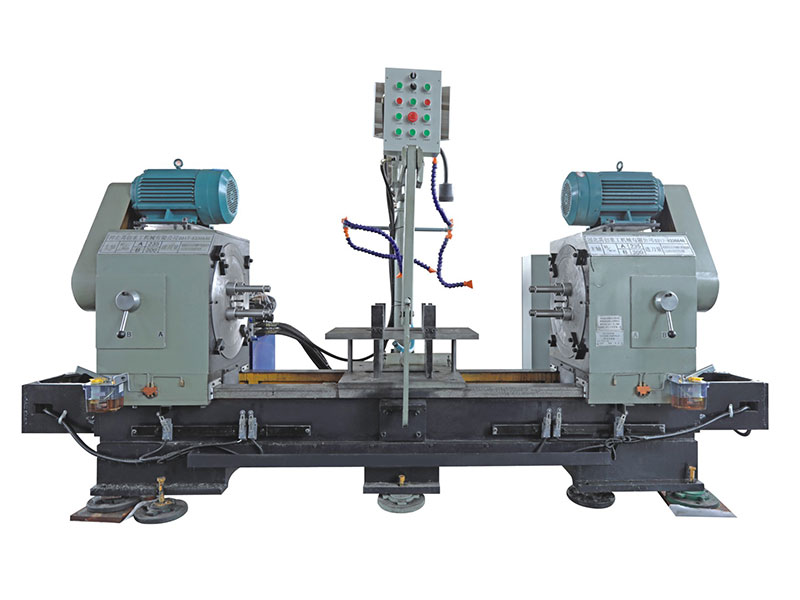
描述:可完成二个法兰面的多个孔同时加工,加工效率高、减少人工、加工尺寸统一性高、操作简便。详细说明:
1、本机床适用于各种阀门管件:
本机床可以加工二个法兰面在同一轴线上的任意阀体,或任意一面都可以单独加工
2、加工效率高:
在加工过程中机床采用动力头同时工作的方式同时完成法兰上的多个孔的钻孔工序,节拍2分钟以内
3、减少人工:
传统钻孔加工需要使用磨具一个孔一个孔的加工,浪费时间,本机床可以同时加工二个法兰面的多个孔,并且可以一位员工同时操作多台机床。
4、加工尺寸统一性高:
只需一次调整,后续只需要装下工件即可轻松完成钻孔工作。
5、操作简便:
本机床无加工经验者都可一学即会。
 阀门专机技术国内现状与误差补偿技术内容
阀门专机技术国内现状与误差补偿技术内容<一>、阀门机床技术现状
我国阀门机床制造业在上世纪80年代曾有过高速发展的阶段,许多机床厂从传统产品实现向数控化产品的转型。但总的来说,技术水平不高,质量不佳,所以在上世纪90年代初期面临经济由计划性经济向市场经济转移调整,经历了几年较困难的萧条时期,那时生产能力降到50%,库存超过4个月。从1995年“九五”以后,从扩大内需启动机床市场,加强限制进口数控设备的审批,投资支持关键数控系统、设备、技术攻关,对数控设备生产起到了很大的促进作用。尤其是在1999年以后,向国防工业及关键民用工业部门投人大量技改资金,使数控设备制造市场一派繁荣。但也反映出下列存在问题:
低技术水平的产品竞争激烈,互相靠压价促销;高技术水平、全功能产品主要靠进口;配套的功能部件、数控系统附件主要靠进口;应用技术水平较低,联网技术没有完全推广使用;自行开发能力较差,相对有较高技术水平的产品主要靠引进图纸、合资生产或进口件组装。
<二>、阀门机床误差补偿技术内容
现代工业产品加工过程中,阀门专用机床对产品质量的要求越来越高,具体加工过程中,误差会对产品的质量造成重要影响。为了误差对产品加工造成的不良影响,应当尽量提产品质量。阀门机床加工期间,对误差补偿技术进行合理应用,完成对固有误差的合理补偿,通过该方式,实现紧密加工。在对阀门机床进行应用过程中,应当分析误差来源。通过分析可知,阀门机床主要由床身、立柱、主轴多线等多项内容共同构成,阀门机床在运行过程中,任何一项内容出现问题,都会引起误差,对加工造成不良影响。误差补偿技术主要涉及到以下内容:
(1)误差建模。该项内容是误差补偿工作开展的前提,各项内容主要分为误差元素建模和综合建模。
(2)误差测量。可以分为间接误差辨识和直接误差测量。
以上工作的目的是合理完成对误差的补偿,误差补偿在时间长可以分为实时补偿和离线补偿。离线补偿就是依据测量结果,获取到相应的误差结果,然后在后期对机床误差加以补偿,需要特别注意是,离线补偿在是应用过程中,只能针对机床稳定误差加以补偿。针对生产过程中内容形成的误差,由于误差与温度场有着密切联系,因此,针对该误差在实际处理过程中,需要采取实时法,完成相应的补偿。误差补偿实施技在实际研究过程中的在于提高补偿的准确性、实时性、简便性。
河北禹创重工机械有限公司(http://www.hbyc982.com)是一家集科研开发生产各种多孔钻床的公司。三面车床、双面车床、硬密封闸阀机床设备销往浙江、江苏、上海、安徽、河南、河北、天津、辽宁等地。